Realizarea si masurarea calităţii
- Detalii
- Categorie: Managementul calitatii
- Accesări: 15,687
Similar oricărei activitati a firmei, controlul calităţii produselor si serviciilor se planifica. Alcatuirea planurilor porneşte de la definirea obiectivelor. In cazul controlului calităţii este necesar sa se stabileasca obiectivele strategice al calităţii.
Acestea, la rândul lor, depind de principalii factori ai calităţii:
- pieţele
- personal
- resurse financiare
- materiale
- utilajele si tehnologiile folosite
- managementul firmei
Pieţele
Clienţii cer si obţin produse si servicii tot mai bune pe masura creşterii pretenţiilor lor antrenate de progres. Pieţele, ca locuri in care se intalneste cererea si oferta, devin tot mai exigente din ambele parti si se specializeaza functional.
Ca atare, un obiectiv determinant al controlului calităţii in cdrul firmelor este de a asigura flexibilitate in satisfacerea cererii care se specializeaza. Aici este vorba de fixarea performantelor produselor care se cer urmărite si imbunatatite, cum ar fi productivitatea, fiabilitatea, disponibilitatea, randamentul, reducerea sau eliminarea oricărui fel de poluare. Asociat acestora se cer create condiţii tehnologice - echipamente si metode de control apte sa identifice si sa masoare performantele calitative ale produselor.
Personalul
Odata ce se schimba produsele iar pieţele devin tot mai exigente, personalul de concepţie si cel de execuţie necesita noi cunoştinţe si deprinderi care se pot obţine prin educaţie continua la locurile de munca, in institutiile de invatamant sau in companii specializate in perfecţionări pe diferite domenii. De asemenea, cercurile de calitate din practica firmelor japoneze, care capata o tot mai insemnata prezenta si in Europa si America, sunt o expresie elocventa a cerinţei de acumulare de cunoştinţe in domeniu ca si de stimulare a creativitatii oamenilor.
Folosirea sistemelor flexibile de producţie, a roboţilor industriali si a calculatoarelor accentueaza sensibilitatea dependentei tehnicii de calitatea materiilor prime, a pieselor si componentelor folosite. Acestea impun intensificarea exigentei de control la locurile de munca. Pretentiile fata de calitatea pe care o asigura muncitorii la locurile de munca sunt exprimate prin obiective cum ar fi cel preconizat de extinderea conceptului de control al calităţii producţiei avand ca impact "zero defecte”.
Resursele financiare
întrucât intensificarea concurentei reduce profiturile, se cauta mobilizarea tuturor rezervelor de reducere a costurilor de producţie. O cale importanta pentru atingerea acestui scop este creşterea productivităţii muncii prin automatizare. Aceasta, insa, necesita investiţii care, la rândul lor, genereaza noi costuri cu amortizarea, mentenanta si asigurarile pentru reducerea riscurilor, asa incat efectul automatizarii asupra reducerii costurilor este diminuat.
Ramane sa se acţioneze asupra costului calităţii insasi. Direcţiile de acţionare depind de condiţiile interne si externe ale firmei. Este necesara o preocupare continua pentru prevenirea defectelor si pentru efectuarea controlului calităţii pe fluxrile tehnologice care oricum implica mai mici costuri decât costul service-lui produsului in garanţie.
Materialele
Solicitările produselor in exploatare se intensifica din ce in ce mai mult. Totodata, materialele din care se fabrica produsele se schimba si se diversifica in mod corespunzător. Ca atare simpla inspecţie vizuala si testarea prin incercari sumare a materialelor nu mai asigura condiţiile cerute de calitatea produselor. Se impune folosirea probelor fizice si chimice de laborator si a unor echipamente de control adecvate.
Utilajele si tehnologiile folosite
Cu cat firmele isi mecanizeaza si automatizeaza mai mult procesele de producţie in vederea creşterii productivitatii muncii si imbunatatirii folosirii materiilor prime si a materialelor, cu atat mai mult se pune accentul pe creşterea nivelului calităţii pieselor si subansamblelor si pe stabilitatea calităţii acestora. Aşadar, daca firma prevede sa mecanizeze si sa automatizeze noi procese in viitor, calitate obiectelor muncii prelucrate in aceste procese va trebui aliniata la noile condiţii.
Managementul
Impactul asupra calităţii, determinat de acţiunea factorilor calităţii este maxim atunci cand acţiunile respective sunt coordonate.
Este indiscutabil ca managementul firmei este singurul in masura sa coreleze eforturile tuturor compartimentelor care au responsabilitati in asigurarea calităţii produselor si serviciilor livrate pe piaţa. Daca managementul nu este capabil sa faca acest lucru, va avea de suferit calitatea, iar firma va merge prost.
Planificarea calităţii
Planificarea calităţii trebuie sa inceapa din primele momente ale conceperii ofertei sau contractului si continua pe masura ce acestea se modifica. Pentru aceasta trebuie sa existe din timp:
Planuri ale calităţii care se elaboreaza daca sunt cerute contracual. Ele pot fi intocmite si daca nu sunt cerute de client dar se considera necesare.
Urmatoarele element:
- Echipament - pentru a executa, monta si incerca;
- Oameni si specializări - uneori este nevoie de instruire suplimentara;
- Procese si metode de control a proceselor inclusivnoi proceduri;
- Tehnici de inspecţie si incercari;
- Planificari, prin care se precizeaza cand se aplica aceste incercari.
Standarde clare in raport cu care sa se efectueze inspecţiile si incercarile, in special cand sunt implicate metode subiective de analiza;
Inregistrări si metode (sisteme) de a garanta ca sunt mentinute in mod corespunzător. Cerinţele standardului sunt stabilite astfel incat sa se asigure ca intreg sistemul calităţii este compatibil si complet.
Controlul proiectării
Dupa specialistul indian Parasuraman exista 4 diferente care pot genera noncalitatea si anume:
- Diferente intre Cerinţe si Percepţie;
- Diferenţa intre Percepţie si Specificaţie;
- Diferente intre Specificaţie si Realizare proiect;
- Diferente intre Realizare si Mod de comunicare.
Proiectarea transforma cerinţele clientului in realitate. Diagrama de mai jos reda procesul de proiectare:
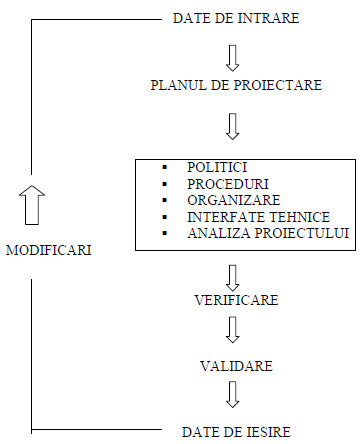
Fig. 3.1. Diagrama procesului de proiectare
Regulile de baza care se aplica procesului de proiectare sunt:
- Trebuie sa existe proceduri oficiale pentru a defini activitatile de proiectare;
- Compartimentul de proiectare (sau activitatea) trebuie sa fie organizat corespunzător si asigurat cu personal cu competentele necesare;
- Interfatele cu celelalte compartimente trebuie sa fie definite clar iar sistemul de comunicare trebuie sa funcţioneze;
- Proiectanţii trebuie sa inteleaga clar ceea ce li se cere sa proiecteze;
- întreg procesul de proiectare trebuie sa fie planificat corespunzător;
- Proiectul final trebuie sa defineasca clar produsul/serviciul inclusiv tot ceea ce este necesar pentru verificarea calităţii si siguranţei lui;
- Controlul proiectului este o activitate de verificare si, de aceea, trebuie efectuat astfel incat proiectul sa fie verificat in mod corespunzător (respectiv sa se efectueze independent);
- Validarea trebuie sa urmeze verificării si trebuie sa asigure ca produsul sau serviciul a fost evaluat in raport cu condiţiile actuale de realizare. Atunci cand exista cateva utilizări actuale sau potentiale, validarea se va efectua pentru fiecare din ele;
- Cand un proiect este subiectul unor modificări, proiectul modificat trebuie sa fie supus aceloraşi controale ca si un proiect nou pentru a se asigura ca siguranţa si calitatea nu au fost alterate;
- Feed-back-ul informational este de obicei crucial in procesul modificării si pentru asigurarea unui sistem de imbunatatire a proiectelor noi.
Procesul de proiectare
In proiectarea celor mai multe produse sunt trei etape principale:
- Tema de proiectare - etapa a procesului de proiectare in care sunt concepute ideile si principiile funcţionale pentru produs;
- Proiect tehnic - etapa in care sunt stabilite bazele proiectului de execuţie prin dezvoltarea structurala a conceptului;
- Desen de execuţie - etapa in care proiectul este transformat in componente, ansamblui, subansambluri, repere, care pot fi executate.
Pentru implementarea unui sistem de proiectare in intreprindere trebuie luate in considerare urmatoarele:
Lista de verificare a proiectării pentru management:
- Definirea si, periodic, redefinire obiectivelor intreprinderii (inclusiv pentru funcţia de proiectare produs);
- Comunicarea acestor obiective pentru a fi cunoscute si intelese de către toti cei implicaţi;
- Asigurarea ca planificarea aferenta proiectării de produs este compatibila cu obiectivele intreprinderii;
- Asigurarea resurselor conform cu planificarea proiectării;
- Asigurarea ca politica de proiectare are: obiective clare, motivaţie personala si isi mentioneaza personalul din subordine
- Asigurarea ca realizarile si cheltuielile sunt monitorizate in conformitate cu graficele aferente;
- Menţinerea unui angajament sincer si vizibil pentru nu nivel ridicat al activitatii de proiectare produs;
- Evaluarea realizărilor si comunicarea acestora tuturor celor implicaţi.
Lista de verificare a proiectării pentru Coordonatorul de proiect:
- Asigurarea ca este definita o specificaţie preliminara a proiectului care va satisface prevederile planificării proiectului;
- Utilizarea unui spectru suficient de larg de functii/interese in organizarea si pregatirea specificaţiei preliminare;
- Alocarea bugetului si cheltuielile pentru menţinerea sub control; elaborarea 11 uxului de numerar;
- Asigurarea ca programele integreaza eforturile tuturor funcţiilor implicate in proiectare;
- Monitorizarea progresului fata de program si a acţiunilor de remediere daca este cazul;
- Asigurarea ca resursele tuturor funcţiilor sunt adecvate indeplinirii programului;
- Asigurarea ca organizarea proiectului este adecvata si variaţiile sub control;
- Informarea persoanelor din managementul superior asupra realizărilor si cheltuielilor in raport cu termenele;
- Organizarea evaluari si a managementului proiectului.
Specificaţia preliminara a proiectului - este adesea rezultatul unui proces de analiza a contractului sau a unui studiu de marketing. Specificaţia preliminara a proiectului ar trebui sa reflecte cu acuratete ceea ce solicita clientul sau ce va cuprinde oferta. In evaluarea specificaţiei prelimunare a proiectului ar trebui sa fie implicaţi reprezentanţi ai diferitelor compartimente, grupuri afectate, care contribuie cu datele de intrare, cu scopul:
- Asigurării asistentei directe pe parcursul pregătirii etapelor urmatoare;
- Asigurării informaţiilor necesare;
- Sugerării locurilor in care ar putea fi necesare modificări ale specificaţiei preliminare a proiectului.
Contributia reprezentanţilor diferitelor compartimente ar putea include:
- Verificarea disponibilităţii informaţiilor necesare;
- Asigurarea ca au fost luate in considerare toate elementele (costuri, loturile de producţie proiectate, etc.);
- Pregatirea fiselor de verificare pentru a asigura adecvarea specificaţiei preliminare a proiectului.
Pot aparea modificări ale specificaţiei preliminare datorita următorilor factori:
- Disponibilitatea unor noi materiale convenabile;
- Necesitatea de a schimba dimensiunile sau forma produsului;
- Oportunitati de reducere a costurilor.
Resursele proiectului trebuie planificate corect pentru a asigura ca:
- Exista proiectanti corect instruiti si calificaţi;
- Exista o structura manageriala eficace;
- Exista proceduri de proiectare comprehensive;
- Exista facilitati suport adecvate.
Coordonatorii de proiect trebuie sa fie implicaţi in:
- Planificarea creării resursei de proiectare;
- Menţinerea adecvarii resursei de proiectare;
- Planificarea activitatilor pentru a satisface cerinţele specificaţiei preliminare a proiectului.
In indeplinirea acestei funcţii trebuie luate in considerare urmatoarele:
- Numărul total si categoriile de personal necesare;
- Numărul consultanţilor sau a personalului suplimentar care trebuie subcontractat;
- Noile specializări necesare;
- Pierderile sau risipa estimata;
- Necesitatea unor scheme de stimulare/motivare;
- Posibilităţile de imbunatatire a productivitatii muncii;
- Necesitatile de instruire si cum pot fi acestea acceptate;
Personalul de proiectare trebuie organizat intr-o structura manageriala adecvata. Pentru aceasta se au in vedere urmatoarele:
- Definirea numărului. Dimensiunii si responsabilitatt flecarei grupe de proiectare:
- Asigurarea faptului ca sistemul va evita dezacordul intre prioritati;
- Definirea responsabilităţilor personalului extern si a modului de implicare in colectivul de proiectare;
- Definirea interfatelor si responsabilităţilor - interne si externe;
- Asigurarea unor sisteme de comunicare eficace.
Proceduri de proiectare
Ca orica alt proces cu impact asupra calităţii, proiectarea trebuie sa fie acoperita in mod adecvat de proceduri tinute sub control. Ca urmare, in procedurile oficiale, trebuie cuprinse urmatoarele aspecte:
- Menţinerea sub control a procesului de proiectare;
- Menţinerea sub control a modificărilor proiectului;
- Desfasurarea activitatilor de rutina din cadrul proiectării;
- Relaţiile de comunicare in care este implicata echipa de proiectare;
- Monitorizarea si analiza evoluţiei proiectului, costurile proiectării, termenele de realizare;
- Relaţiile cu organizaţii externe;
- Menţinerea sub control a personalului de proiectare subcontractant;
- Sistemul de feed-back informational;
- Procesul de validare a proiectului.
Dezvoltarea proiectului: Multe produse necesita a fi dezvoltate inainte de a fi gata pentru producţia curenta. Aceasta include:
- Model si prototip;
- Calcule de rezistenta si alt tip de calcule;
- Model de scara 1/1 si incercari pa banc;
- Extrapolarea proiectelor existente.
Analiza proiectului si alte verificări necesare
Dupa luarea deciziei de a se continua cu proiectarea, urmatoarele activitati trebuiesc planificate:
- Analiza proiectului (natura, periodicitate, scop, autoritate);
- Planul de realizare a proiectului (inclusiv timpii inermediari, pe faze);
- Evaluari ale realizărilor (periodicitate si metode);
- Metode de proiectare (obligatorii sau recomandate);
- Masuri de siguranţa;
- Protejarea drepturilor de proprietate intelectuala;
- Analiza modului de defectare si a efectelor defectării.
Analiza proiectului este definita ca fiind: „Examinarea dovedita prin documente cuprinzătoare si sistematica a unui proiect pentru a evalua capacitatea acestuia de a indeplini cerinţele de calitate, pentru a identifica eventualele probleme si pentru a dezvolta soluţii”. îndrumările de baza cu privire la analiza proiectului sunt cele din ISO 9001, acestea precizând ca analizele trebuie sa urmareasca:
- Cerinţele clientului;
- Specificaţia produsului sau cerinţele serviciului;
- Cerinţele specificaţiei de proces.
Fisa chestionar pentru cerinţele clientului:
- Sunt corect reflectate cerinţele clientului in specificaţiile tehnice?
- încercările efectuaute pe prototip valideaza in mod adecvat proiectul?
- Va funcţiona produsul conform specificaţiilor in orice condiţii de utilizare?
- Ce utilizări neavute in vedere la proiectare se pot anticipa?
- Exista sanse ca produsul sa devină periculos in timpul utilizării?
- Au fost avute in vedere toate condiţiile de mediu ce se pot intalni in timpul utilizării?
- Va respecta produsul toate reglementările in vigoare?
- Cum se compara produsul nostru cu cele ale concurentei?
- Ce se poate invata din proiectele anterioare?
Fisa chestionar pentru specificaţia de produs
- Va respecta produsul cerinţele de fiabilitate, serviceabilitate si intretinere?
- Tolerantele specifice sunt compatibile cu procesul de fabricaţie ales?
- Au fost specificate toate criteriile pentru acceptare/ respingere a produsului?
- S-au luat in considerare posibilitatea de montare a produsului, uşurinţa de asamblare, cerinţele de depozitare, durata de valabilitate, modul de scoatere din uz?
- Defectele posibile vor fi periculoase sau vor lasa produsul intr-o stare nepericuloasa pentru intrgul din care va face parte?
- Este produsul acceptabil din punct de vedere estetic?
- S-a realizat o analiza a modurilor de defectare si a efectelor defectării (AMDE) si un arbore de analiza a cauzelor posibile de defectare si s-a actionat in consecinţa?
- S-au realizat studii pentru diagnosticare in timpul utilizării a posibilelor defecte?
- Au fost rezolvate etichetarea, anunţurile de prevenire, identificarea produsului, trasabilitatea, instrucţiunile de utilizare?
- Au fost cat mai mult utilizate produse tipizate?
Fisa chestionar pentru specificaţia de proces?
- Poate fi fabricat produsul proiectat?
- Poate fi produsul inspectat si incercat?
- Au fost implicaţi furnizorii in fazele corespunzătoare de intocmire a specificaţiilor?
- Sunt disponibile materialele si materiile prime necesare?
- Au fost avute in vedere cerinţele de coletare/ambalare?
Analiza modurilor de defectare si a efectelor defectărilor (AMDE) pentru proiectare
Analiza modurilor de defectare si a efectelor defectărilor (AMDE) este o tehnica analitica utilizata in primul rand de către cei responsabili cu proiectarea sau de către echipa de proiectare pentru a se asigura, intr-o masura rezonabila, ca modurile potentiale de defectare si mecanismele sau cauzele apariţiei defectelor au fost identificate si analizate.
Toate produsele finale, impreuna cu fiecare sistem, subansamblu sau component asociat lor ar trebui sa fie supuse acestei analize. Intr-o formulare concisa, se poate aprecia ca AMDE rezuma ideile membrilor echipei de proiectare (incluzând analiza acelor repere care s-ar putea defecta in timpul exploatarii, bazandu-se pe experienţa trecuta) pe masura ce fiecare component, subsistem si sistem este proiectat.
Aceasta abordare sistemica formalizeaza si documentează activitatile mentale ale inginerilor proiectanti pe parcursul derulării procesului de proiectare.
Analiza modurilor de defectare si a efectelor defectărilor (AMDE) este o componenta de baza a procesului prin introducerea conceptului de risc de defectare. Utilizarea AMDE are urmatoarele avantaje:
- Permite o evaluare obiectiva a cerinţelor de proiectare si stabilirea unor soluţii alternative de proiectare;
- Ajuta formularea cerinţelor preliminare pentru fabricaţie si asamblare;
- Reduce riscurile de defectare in fazele de fabricaţie sau de instalare/exploatare ale produsului;
- Fumizeaza informaţii suplimentare pentru iniţierea si dezvoltarea planurilor de incercare a produsului si pentru elaborarea planurilor de dezvoltare a produsului;
- Prin dezvoltarea unei liste a modurilor potentiale de defectare si ierarhizarea lor se stabilesc prioritatile pentru imbunatatirea si dezvoltarea produsului;
- Permite stabilirea unor obiective si luarea unor acţiuni pentru reducerea riscului;
- Asigura o baza de referinţa pentru analiza reclamatiilor clienţilor, evaluarea modificărilor de proiect si dezvoltarea unor noi produse.
Componente puse la dispoziţie de client
Componentele puse la dispoziţie de client trebuie sa aiba acelaşi regim ca si propriile produse, subsisteme sau sisteme ale fumizorilui. Echipa de proiectare trebuie sa evalueze cum poate afecta acest component subsistemul sau produsul final realizat de furnizor. Sub acest aspect in termenul de client se regaseste nu numai cel care a comandat produsul dar si clientul final (utilizatorul produsului).
Criterii de evaluare a modurilor de defectare
Se defineşte modul de defectare ca fiind efectul prin care un defect este observat la nivelul unui component, subansamblu, ansamblu sau produs final. Prin defect se intelege: „nesatisfacerea unei condiţii (specificate sau nespecificate) sau a unei asteptari rezonabile (din partea utilizatorului) referitoare la o utilizare prevăzută”.
AMDE se bazeaza pe elaborarea listei modurilor de defectare posibile. Importanta data unui defect depinde de probabilitatea de apariţie si de gravitatea consecinţelor lui. Conceptul de criticitate sau severitate (S) poate fi definit in mai multe moduri, in funcţie de obiectivul urmărit, ca de exemplu: securitatea omului, evitarea pierderilor materiale, disponibilitatea sistemului in funcţiune, etc. Un criteriu general de criticitate sau severitate nu poate fi aplicabil tuturor sistemelor.
Din acest motiv, echipa de proiectare ar trebui sa agreeze un anumit criteriu de evaluare si sa stabileasca o scara valorica care sa permită aprecierea gravitatii consecinţelor in funcţie de criteriile considerate.
Cauzele potentiale ale apariţiei defectelor
Orice reper care se considera a necesita elemente speciale de control trebuie sa fie identificat in formularul utilizat pentru analiza AMDE utilizând modalitatile stabilite de reprezentare/codificare. Pe baza schemei prezentate anterior se poate dezvolta un sistem propriu de clasificare a componentelor, subansamblelor, ansamblelor si a caracteristicilor lor. Simultan, pentru fiecare din aceste tipuri de repere se vor stabili si nota acţiunile recomandate de a se intreprinde. Aceste repere vor face, de asemenea, subiectul AMDE pentru procesul de fabricaţie.
Analiza cauzelor posibile ale fiecărui mod de defectare considerat indica slăbiciunile sau minusurile procesului de proiectare, consecinţe ale apariţiei defectelor. Se listeaza, pe cat posibil, fiecare cauza probabila si mecanismul de defectare trebuie sa fie descrise concis, complet si clar astfel incat sa permită stabilirea unor acţiuni corective.
Cauzele tipice de apariţie a defectelor pot include, fara insa a se limita numai la acestea:
- Specificaţia incorecta de material;
- Prognoza incorecta referitoare la viata totala a produsului;
- Solicitari la rezistenta mai mari decat cele luate in calcul;
- Instructiuni neadecvate sau insuficiente de intretinere;
- Slaba protectie a mediului;
- Algoritm de calcul incorect;
Mecanismele tipice de defectare ar putea include, fara insa a se limita la acestea urmatoarele:
- Uzura;
- Rezistenta la oboseala;
- Curgerea materialului;
- Instabilitate;
- Fragilitatea materialului;
- Corodarea materialului.
Incidenţa de apariţie (A)
Incidenţa de apariţie reprezintă probabilitatea ca o cauza sau mecanism de edfectare sa se manifeste. Ea are mai degraba o anumita semnificaţie calitativa decât o anume valoare numerica. Indepartarea sau menţinerea sub control a unei sau mai multor cauze sau mecanisme de defectare este singura cale de reducere a incidenţei apariţiei lor. Se poate estima valoarea incidenţei de apariţie pe o scala gradata de la 1 la 10.
Pentru efectuarea acestei estimări, trebuie sa se răspundă la urmatoarele intrebari:
- Care este experienţa dobandita privind comportarea unor componente sau subsisteme similare in exploatare?
- Este componentul care face obiectul analizei similar sau apropiat unor componente de nivel superior?
- Cat de semnificative sunt modificările fata de nivelul superior de componente sau subsisteme?
- Este componentul radical diferit de subansamble/ ansamble superioare?
- Este componentul complet nou?
- S-a modificat destinaţia componentului?
- Care sunt modificările condiţiilor de mediu?
- S-a efectuat o analiza tehnica pentru a se estima implicaţiile datorate noii utilizări?
Un sistem de ierarhizare a indicilor incidenţei de apariţie ar putea asigura consecventa si continuitate. Rata defectelor posibile pe durata proiectata de viata se bazeaza pe numărul defectelor anticipate pe durata proiectata de viata a componentului, subansamblului sau ansamblului. Indicele de apariţie se asociaza cu rata defectelor si nu reflecta probabilitatea de apariţie.
| Probabilitatea de defectare | Rata defectărilor posibile | Ierarhizare | |
|---|---|---|---|
| Foarte ridicat: Defectarea este | > 1 in 2 cazuri | 10 | |
| inevitabila | 1 in | 3 | 9 |
| Ridicat: Defectări repetate | 1 in | 8 | 8 |
| 1 in | 20 | 7 | |
| Moderat: Defectări ocazionale | 1 in | 80 | 6 |
| 1 in | 400 | 5 | |
| Scăzut: Relativ puţine | 1 in | 2000 | 4 |
| defectări | 1 in | 15000 | 3 |
| Nesemnificative: Defectări | 1 in | 150000 | 2 |
| improbabile | 1 in peste 150000 | 1 | |
Un posibil criteriu evaluare.
Echipa de proiectare trebuie sa cada de acord asupra sistemului de criterii de evaluare si asupra sistemului de ierarhizare, care trebuie sa fie consecvent chiar daca pentru anumite aplicaţii va suporta modificări.
Mijloace curente de menţinere sub control a proiectului
Se listeaza acţiunile de prevenire, acţiunile de verificare/ validare a proiectului sau alte activitati care vor asigura ca proiectul răspunde cerinţelor rezultate din analiza modurilor/ mecanismelor de defectare si cauzelor producerii defectelor. Mijloacele curente de menţinere sub control a proiectului (ex. incercarea vehicolelor pe teren, analiza proiectului, analiza algoritmilor matematici, incercarea pe bancuri de proba, incercarea prototipului) sunt acele mijloace care sunt sau au fost utilizate in cazul unor proiecte similare.
Mijloacele de menţinere sub control a proiectului se pot clasifica in trei tipuri:
- Previne apariţia defectelor sau reduce frecventa apariţieilor;
- Detecteaza cauza sau mecanismul defectării si conduce la luarea unor acţiuni corective;
- Detecteaza modul de defectare.
Este de preferat folosirea, in primul rand, a mijloacelor de tip (1) daca este posibil, apoi mijloacele de tip (2) si (3). Incidenţa de apariţie iniţiala va fi afectata de tipul (1) de mijloace de menţinere sub control a proiectului cu condiţia ca acestea sa fie integrate inca din faza de proiect. Gradele iniţiale de detectare se vor baza pe tipurile (2) si (3) de mijloace de menţinere sub control a proiectului cu condiţia ca prototipurile sau modelele utilizate corespund proiectului.
Detectarea (D)
Detectarea este o evaluare a capabilitatii mijlocului propus, tip (2), pentru menţinerea sub control a proiectului de a detecta cauza potentiala sau mecanismul potential de defectare, sau capabilitatea mijlocului propus, tip (3), de a detecta modul de defectare, inainte ca subsistemul (componentul, subansamblul, ansamblul) sa fie considerat bun pentru fabricaţie. Pentru reducerea nivelului de criticitate/importanta a mijloacelor de menţinere sub control a proiectului, activitatile planificate de menţinere sub control a proiectului trebuie imbunatatite.
Valoarea Factorului de Risc (VFR)
VFR este produsul intre valorile (notele) pentru severitate (S), Incidenţa de apariţie (A) si Detectie (D).
VFR = (S) x (A) x (D)
VFR, calculata conform relaţiei de mai sus, este o masura a riscului de proiectare. Aceasta valoare ar trebui sa fie folosita pentru o ierarhizare a indoielilor aparute in cursul activitatii de proiectare. VFR va avea valori cuprinse intre 1 si 1000. Pentru valori mai mari ale VFR colectivul de proiectare trebuie sa depună eforturi pentru a reduce acest risc calculat, folosind acţiuni corective. In practica se acorda o atentie speciala cazurilor cand severitatea este mare, indiferent de valoarea ce rezulta pentru VFR.
Acţiuni recomandate
Dupa ce s-a realizat ierarhia modurilor de defectare folosind valorile calculate pentru VFR, acţiunile corective vor avea in vedere in primul rand elementele critice si acele probleme care au fost clasificate ca fiind grave. Scopul oricărei acţiuni recomandate este de a reduce valorile de ierarhizare pentru unul sau pentru toate elementele ce compun VFR: Severitatea (S), Incidenţa de apariţie (A) si/sau Detectie (D).
O amplificare a acţiunilor de validare/verificare a proiectării va avea ca rezultat numai reducerea valorilor pentru Detectie (D). O reducere a valorilor pentru Incidenţa de apariţie (A) poate fi realizata numai prin indepartarea sau menţinerea sub control a uneia sau mai multora din cauzele/mecanismele modului de defectare prin intermediul unei revizuiri a proiectului.
Numai o revizuire a proiectului poate determina o reducere a valorii pentru severitate (S). Se pot avea in vedere acţiuni ca cele din lista de mai jos, care nu este limitativa:
- Proiectarea unor experimente;
- Plan de incercari revizuit;
- Proiect revizuit;
- Specificaţii de material revizuite.
In situatia in care pentru o anumita cauza nu se recomanda nici o acţiune, aceasta se precizeaza inregistrand „NIMIC” in coloana respectiva. Se inscrie, de asemenea, denumirea organizaţiei si numele persoanei pentru acţiunea recomandata si data propusa pentru realizare.
Acţiuni întreprinse
Dupa ce o acţiune a fost implementata, se inscrie o scurta descriere a acţiunii reale si a datei efective.
Consecutiv identificării acţiunii corective se estimeaza si se inregistreaza noile valori pentru Severitate (S), incidenţa de Apariţie (A) si Detectie (D). Se calculeaza si se inregistreaza toate valorile ce rezulta pentru VFR care trebuie reanalizate si, daca se considera ca sunt necesare acţiuni ulterioare, se repeta etapele anterioare.
Urmarirea acţiunilor
Responsabilul de proiectare răspunde si va asigura ca toate acţiunile recomandate au fost implementate sau abordate in mod corespunzător. AMDE este un document dinamic si ar trebui ca intotdeauna sa reflecte ultimul nivel de revizuire a proiectului, precum si ultima etapa a acţiunilor relevante, inclusiv cele ce pot fi avute in vedere dupa demararea producţiei.
Responsabilul cu proiectarea are la dispoziţie mai multe metode prin care sa asigure identificarea problemelor si implementarea acţiunilor recomandate. Lista acestor metode cuprinde si pe cele ce urmeaza, fara a se limita la acestea.:
- Asigurarea indeplinirii cerinţelor de proiectare;
- Analiza specificaţiilor si deseneor;
- Confirmarea introducerii in documentaţia de fabricatie- montaj;
- Analiza Planurilor de Control si a AMDE de Proces.
Procesul de aprovizionare
Funcţia de aprovizionare are responsabilitatea de a cheltui cu intelepciune banii intreprinderii pentru a asigura, depozita si pastra materiile prime, materialele, componentele de buna calitate necesare desfasurarii procesului de producţie in urmatoarele condiţii:
- Asa cum sunt cerute prin documentele de fabricaţie ale produselor;
- De la furnizori de incredere;
- Livrate la timp si in locul convenit.
Aprovizionarea trebuie vazuta ca un ciclu complet, de la cererea de oferta pana la livrarea mărfii. Ca urmare controlul trebuie sa se exercite referitor la:
- Sistemul de selecţionare a subcontractantilor;
- Evaluarea subcontractantilor;
- Monitorizarea subcontractantilor;
- Acţionarea eficienta in cazul subcontractantilor necorespunzatori;
- Acuratetea si completitudinea documentelor de aprovizionare;
- Sistemul de control al modificărilor comenzilor de aprovizionare.
Procesul de verificare poate avea loc si la sediul subcontractantilor si aceasta, in general se prevede in contracte.
Monitorizarea si selecţia subcontractantilor
Subcontractantii sunt orice întreprindere sau persoana fizica care fumizeaza bunuri sau servicii. Subcontractantii pentru care este nevoie de monitorizare speciala sunt aceia ale căror produse sau servicii au un impact direct sau indirect asupra ceea ce primeşte cumpărătorul. In practica, multe intreprinderi aplica diverse forme de control pentru aproape toti subcontractantii.
Subcontractantii trebuie selectati pe baza capabilitatii lor de a livra in conformitate cu cerinţele specificate. Aceste cerinţe includ:
- Calitatea;
- Preţul;
- Respectarea termenelor de livrare;
- Flexibilitatea fata de cerinţele beneficiarului.
Aceste cerinţe specificate pot include condiţiile de asigurare a mărfii, localizarea geografica, stabilitatea financiara.
Poate subcontractantul sa furnizeze ceea ce i se cere?
Exista mai multe modalitati pentru a stabili daca un produs livrat este adecvat:
- Analiza unor eşantioane;
- Aprobarea externa a produsului (emisa de un laborator extern autorizat);
- Aprobarea interna a produsului;
- Comenzi de proba.
Are întreprinderea furnizoare un sistem al calităţii?
O intreprindere poate fi capabila sa furnizeze corect un produs sau o cantitate mica de produse. Daca insa e nevoie de o cantitate mare si de o livrare continua, atunci trebuie sa stim mai mult despre capabilitatea acelei intreprinderi de a livra constant. Aceasta siguranţa poate fi obtinuta doar prin cunoaşterea sistemului de management al calităţii. Acest sistem poate fi demonstrat prin mai multe modalitati:
- Aprobarea de către o terta parte pentru domeniul produsului sau serviciului cumparat.
- Auditarea sistemului subcontractantului in raport cu un standard extern sau intern;
- Pentru subcontractantii existenti aceste informaţii pot sa existe deja in sistem, colectate din zona de recepţie sau din alte puncte de inspecţie. Daca nu este in funcţiune un sistem de monitorizare, acesta trebuie infiintat;
- Recomandarea din partea cumpărătorului sau din partea unui utilizator recunoscut ca fiind expert.
- Informaţiile pot fi înregistrate:
- In rapoarte de evaluare a subcontractantilor care indica faptul ca subcontractantii au fost evaluaţi oficial de către un personal care cunoaşte modul de efectuare a unui audit de sistem;
- Ghiduri ale cumpărătorilor in care sunt listati furnizori aprobaţi si produsele/serviciile lor;
- Inregistrări făcute in timp, ilustrând intr-un mod concret performantele subcontractantilor.
- Trebuie sa existe înregistrări clare referitoare la subcontractantii acceptati si ce pot furniza. Aceste inregistrari trebuie actualizate periodic.
Clasificarea subcontractantilor
Exista mai multe metode de clasificare a subcontractantilor. Unele fumizeaza o clasificare alfanumerica si folosesc formule standard, altele fumizeaza informaţii intr-o forma grafica, altele coreleaza clasificarea obtinuta in urma evaluarii sistemului cu livrare reala. In continuare sunt prezentate cateva modele:
Procent de defective
In aceasta schema informaţiile sunt colectate pe baza flecarei livrări pentru a da posibilitatea analizarii reperelor recepţionate in raport cu reperele defecte si pentru a obţine procentul lunar de defective.
Informaţiile sunt sintetizate in buletine lunare sau trimestriale care pot fi folosite de către inspectorii de la recepţie, compartimentul aprovizionare, etc.
Procent de defective in raport cu AQL
Acest plan utilizeaza formula:
in care:
LC = limita de control;
P = procentul real de defective al produsului receptionat;
pa = este Acceptance Quality Level (AQL);
n = marimea eşantionului.
Costurile de inspecţie
Aceasta schema compara costul real al inspecţiei (ex. cantitatea de efort necesara pentru a controla livrarea subcontractantului fata de costul prevăzut pentru acea inspecţie). De exemplu, IBM foloseste urmatoarea formula:
in care:
CCS = Clasificarea calităţii Subcontractantului
CPI = Costul prevăzut al inspecţiei
CRI = Costul real al inspecţiei.
Costul poate fi calculat bazat pe timpul de inspecţie incluzând regia intreprinderii.
Controlul proceselor
Primul lucru care trbuie avut in vedere este recunoaşterea unui proces. Un proces are cinci intrări principale si doua ieşiri. Un proces este complet daca are analiza si feed-back. Este preferabil ca un proces sa adauge valoare.
Intrările sunt:
- Oameni;
- Materiale;
- Metode;
- Maşini;
- Mediu;
Ieşirile sunt:
- Produsul sau serviciul;
- Informaţii si inregistrari.
Procesele sunt mijloace prin care produsele si serviciile se realizeaza. Procesele care nu imbunatatesc calitatea pot fi considerate ca nefiind necesare si este posibil sa ne dispensam de
Procesele speciale sunt acelea pentru care calitatea ieşirii finale nu poate fi determinanta in starea finala. Multe intreprinderi au astfel de procese fara sa fie conştiente de acest lucru. Aceste procese sunt potential generatoare de probleme si necesita un control strict al tuturor intrărilor si o monitorizare adecvata. AMDE in domeniul proceselor este un instrument managerial foarte folositor pentru evaluarea altor procese.
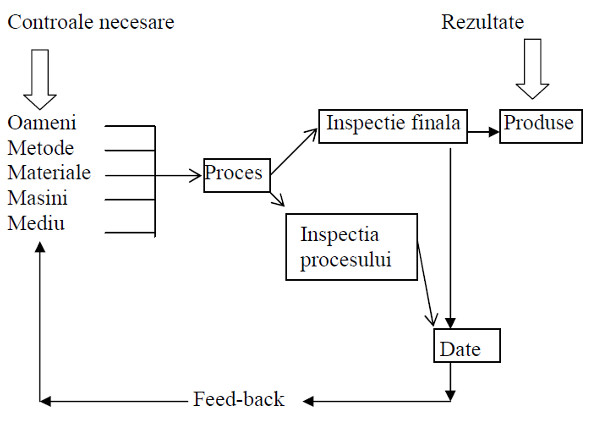
Fig. 3.2. Diagrama de flax a procesului
Analiza modurilor de defectare si a efectelor defectărilor (AMDE) pentru proces
Un AMDE de proces este o tehnica analitica folosita de un colectiv responsabil cu fabricaţia, ca un mijloc pentru a asigura ca, in masura posibilului, au fost luate in considerare si abordate modurile potentiale de defectare a proceselor si cauzele/mecanismele asociate lor. In forma lui cea mai riguroasa, un AMDE este un rezumat al analizei colectivului elaborata pe baza experienţei si a elementelor de indoiala din trecut, redactat pe masura ce un proces se dezvolta.
Aceasta abordare metodica evolueaza in paralel si formalizeaza stilul de gândire ordonat pe care colectivul il parcurge de regula pentru orice proces de planificare a fabricaţiei.
Analiza modurilor de defectare si a efectelor defectărilor (AMDE) de proces se utilizeaza pentru:
- Identificarea modurilor potentiale de defectare a proceselor care contribuie la realizarea unui produs;
- Evaluarea efectelor potentiale ale defectelor asupra clienţilor;
- Identificarea cauzelor potentiale din cadrul proceselor de fabricaţie sau de montaj si identificare a variabilelor de proces asupra carora se va concentra controlul pentru reducerea apariţiei sau dispariţiei condiţiilor de defectare;
- Elaborarea unei liste de clasificare a modului de defectare potentiale, stabilind astfel un sistem de prioritati pentru luarea in considerare a acţiunilor corective;
- Inregistrarea in documente a rezultatelor proceselor de fabricaţie sau montaj.
Definirea noţiunii de client
In cadrul AMDE in mod obişnuit prin CLIENT se intelege utilizatorul final. Cu toate acestea, CLIENT poate fi si o operaţie de producţie sau montaj situata in aval (ulterior) sau, in alte situatii, o operaţie din categoria serviciilor.
Atunci cand este pe deplin implementata, activitatea de tip AMDE implica toate componentele, procesele preluate si folosite in aplicaţii si/sau medii noi. Acest tip de activitate este intreprins de un inginer din compartimentul de proiectare tehnologica ce are in sarcina procesul respectiv.
Efortul colectiv
Activitatea de AMDE trebuie sa fie un catalizator pentru a stimula schimbul de idei intre funcţiile implicate, promovandu-se astfel efortul colectiv, de echipa. Astfel inginerul care răspunde de activitatea AMDE de proces va implica in mod direct si activ reprezentanţii din toate domeniile implicate. Lista domeniilor implicate trebuie sa cuprindă, fara a fi limitativa, proiectarea, montajul, fabricarea, materialele, calitatea, furnizorii, service-ul.
Fisa AMDE de proces este un document dinamic si ea ar trebui intocmita inainte de sau in cadrul echipei de studiu de fezabilitate, inainte de proiectarea SDV-urilor pentru fabricaţie, si sa ia in considerare toate operaţiile de fabricaţie, de la componente individuale pana la ansambluri. Se recomanda efectuarea unei analize timpurii, de detaliu si sintetica, a proceselor noi sau revizuite pentru a anticipa, rezolva sau urmări problemele potentiale ale proceselor, in timpul etapelor de planificare a producţiei unui model nou sau a unei componente noi.
AMDE de proces considera ca produsul, asa cum este proiectat, va corespunde intentiilor proiectului. Nu este obligatorie, dar pot fi incluse in AMDE de proces si defectările potentiale datorate slăbiciunilor proiectului. Efectul acestora si evitarea lor sunt luate in considerare in cadrul AMDE de proiectare.
Controlul proceselor - factori dominanţi
Procesele de producţie pot fi clasificate, in general, in funcţie de o caracteristica dominanta a lor sau, alfel spus, factorul critic de succes al procesului il reprezintă un element distinct al sau. Fiecare din procesele astfel clasificate necesita o anumita metoda pentru a-1 menţine sub control.
In continuare vom prezenta cateva din principiile de baza pentru menţinerea sub control a următoarelor tipuri de procese:
- Procese dominate de oameni;
- Procese dominate de maşini si utilaje;
- Procese dominate de reglaje (SDV-uri);
- Procese dominate de componente.
Procese dominate de oameni
Multe din procesele desfasurate in sfera serviciilor sunt dominate de oameni (prepararea hranei, serviciile de curăţenie, politia, divertisment, servicii medicale, etc.) Calitatea acestor procese se afla, practic, in mâinile oamenilor care presteaza aceste servicii.
Din aceasta cauza, aceste procese pot avea un grad ridicat de variabilitate si pot determina multe interpretări subiective cu privire la nivelul calitativ realizat. Astfel, acest tip de procese impune, in majoritatea situatiilor, ca personalul sa fie evaluat si calificat.
Mijloacele esenţiale pentru menţinerea sub control a acestu tip de proces sunt:
- Instruirea personalului - prin facilitarea participării personalului la programe de instruire pentru asimilarea de cunoştinţe, deprinderi si aptitudini care sa permită efectuarea cu succes a diferitelor activitati specifice;
- Utilizarea personalului calificat, aprobat pentru activitati clar definite din cadrul procesului;
- Menţinerea competentelor personalului (cunoştinţe, aptitudini) prin acţiuni de verificare periodica;
- Definirea specificaţiilor de referinţa;
- Definirea metodelor de verificare a modului in care o lucrare satisface specificaţia de referinţa.
Procese dominate de maşini si utilaje
Multe din procesele de fabricaţie, precum si unele din procesele de prestări de servicii se bazeaza in principal pe maşini, utilaje, instalatii pentru a realiza calitatea specificata.
Produsul sau serviciul rezultat poate fi reprodus constant, dar mici variaţii ale caracteristicilor produsului pot aparea in derulare in timpul procesului. Acest lucru se datoreaza mai multor factori, spre exemplu uzura unor scule aschietoare, modificarrea temperaturi cuptoarelor de ardere in anumite zone, etc. Indiferent de cauzele producerii acestor variaţii se impune inevitabil efectuarea unor verificări periodice astfel incat sa se asigure ca nu se livreaza un produs sau un serviciu necorespunzator. Aceste verificări trebuie sa fie planificate inca din faza de proiectare a procesului.
Procese dominate de reglaje (SDV-uri)
Aceste procese inglobeaza, in general, un efort tehnologic substantial pentru a se asigura ca produsul sau serviciul va fi intotdeauna in limitele de toleranta impuse de specificaţie. Acest tip de proces este determinat in principal de proiectarea tehnologica a procesului si de calitatea activitatilor de planificare. Pentru determinarea parametrilor de reglaj al procesului sunt frecvent utilizate tehnici ca: studii de capabilitate a procesului, metode statistice de experimentare, utilizarea mijloacelor de monitorizare.
Procese dominate de componente
Aceste procese se bazeaza, in principal, pe calitatea produselor realizate intr-o faza anterioara de execuţie fie ca acestea sunt aprovizionate, fie ca sunt realizate in intreprindere. Cu toate ca uneori se pot face corecţii in timpul efectuării procesului, compensând astfel o lipsa in calitatea componentului, in majoritatea cazurilor se impune introducerea unor mijloace de verificare a componentelor inainte de introducerea lor in proces.
Calificarea procesului
Aceasta secţiune trateaza elementele de baza ale validarii si calificarii proceselor de fabricaţie folosind evaluarea „seriei zero”. Cu ocazia fabricarii unei serii zero, colectivul de planificare a calitatatii produsului ar trebui sa confirme faptul ca diagrama fluxului de fabricaţie si planul de control sunt respectate si ca produsele satisfac cerinţele clientului. Tot cu aceasta ocazie ar trebui identificate si alte probleme care sa fie investigate si rezolvate inainte de inceperea producţiei curente. Datele de intrare si de ieşire aplicabile acestei activitati sunt:
Date de intrare:
- standardele de ambalare
- analiza sistemului calităţii aplicabil produsului;
- diagrama procesului;
- planul de amplasare a echipamentelor si utilajelor in cadrul fluxului de fabricaţie;
- matricea caracteristicilor;
- analiza modului de defectare si a efectelor pentru procese AMDE;
- planul de control inainte de lansare;
- instrucţiuni de executie/proces
- planul de analiza a sistemelor de masurare;
- planul preliminar de studiu a capabilitatii procesului;
- specificaţii pentru ambalare;
- desene, specificaţii tehnice, de material;
- parametrii procesului;
- competenta tehnica si cunoştinţele producătorului referitoare la procesele si produsele in cauza;
- cerinţe de manipulare;
- executaniti, operatori.
Instrucţiunile de executie/proces trebuie afişate si trebuie sa conţină parametrii de reglare, cum ar fi: regimuri de aschiere, alimentari, durate pentru cicluri de execuţie etc. si ar trebui sa fie accesibile muncitorilor/operatorilor si maistrilor/sefilor de echipa.
Planul de analiza a sistemelor de masurare trebuie sa conţină cel puţin responsabilitati privind asigurarea liniaritatii, preciziei, repetabilitatii si reproductibilitatii instrumentelor de masurat si corelări in cazul instrumentelor duplicate.
Planul preliminar de studiu a capabilitatii procesului este redactat de către colectivul de planificare a calităţii produsului. Caracteristicile identificate in planul de control vor forma baza pentru acest plan.
Specificaţii de ambalare. Ambalajele produselor individuale trebuie proiectate si dezvoltate luandu-se in considerare, dupa caz, standardele de ambalare impuse de client sau cerinţe generale de ambalare. In toate situatiile proiectul ambalajului trebuie sa asigure pastrarea fara modificări a caracteristicilor si performantelor produsului in timpul ambalarii, al transportului si al dezambalarii. Ambalajul ar trebui sa fie compatibil cu toate echipamentele folosite pentru manipulare, inclusiv echipamentele automatizate.
Date de ieşire:
- date privind seria de proba; evaluarea sistemelor de masurare; studiul preliminar de capabilitate a procesului; aprobarea producerii componentelor;
- incercari pentru validarea producţiei; evaluarea ambalarii;
- planul de control al producţiei;
- semnarea documentelor de planificare a calităţii.
Seria zero:
Seria zero trebuie realizata folosind elementele producţiei normale: scule, echipamente, mediu, facilitati si timpi de execuţie. Validarea eficacitatii procesului de execuţie incepe cu seria de proba. Datele de ieşire obtinute in urma realizarii seriei de proba sunt folosite pentru:
Studiul preliminar de capabilitate a procesului;
- Evaluarea sistemelor de masurare;
- Studiul final de fezabilitate;
- Analiza procesului;
- Incercările de validare a producţiei;
- Aprobarea pentru execuţie a componentelor;
- Evaluarea ambalarii;
- Capabilitatea pentru prima execuţie;
- Semnarea documentelor de planificare a calităţii.
Evaluarea sistemului de masura
Metodele si instrumentele de masura avute in vedere ar trebui sa fie folosite pentru verificarea caracteristicilor identificate in cadrul planului de control in raport cu specificaţiile tehnice si sa fie supuse evaluarii sistemului de masurare inainte sau in timpul execuţiei seriei de proba.
Studiul preliminar al capabilitatii procesului
Acesta ar trebui sa fie intocmit prin luarea in considerare a caracteristicilor identificate in planul de control. Studiul fumizeaza o evaluare a disponibilităţii procesului de trecere la producţia curenta.
Aprobarea fabricaţiei componentelor
Aceasta aprobare confirma ca produsele executate prin folosirea sculelor si proceselor de fabricaţie curenta sunt conforme cerinţelor tehnice.
Incercările de validare a producţiei
Acestea se refera la acele incercari/probe tehnice care confirma ca produsele executate prin folosirea sculelor si proceselor de execuţie sunt conforme cerinţelor tehnice.
Evaluarea ambalarii
Toate incercarile si livrările de proba trebuie sa evalueze protejarea produsului impotriva deteriorărilor ce pot aparea in mod normal in timpul transportului si impotriva condiţiilor adverse de mediu. Ambalarea conform cerinţelor clientului nu exonereaza furnizorul de evaluarea metodelor de ambalare.
Planul de control al fabricaţiei
Acest plan este un document scris care descrie sistemele folosite pentru controlul componentelor si proceselor. Este un document dinamic care ar trebui actualizat pentru a reflecta controalele adaugate/anulate pe baza experienţei dobândite in timpul execuţiei componentelor. Planul de control al fabricaţiei este o extindere logica a planului de control din etapa inainte de lansare. Producţia curenta permite fabricantului sa evalueze rezultatele, sa analizeze planul de control si sa opereze schimbările ce se impun.
Semnarea documentelor de planificare a calităţii
Colectivul pentru planificarea calităţii produsului ar trebui sa se asigure ca se urmăresc toate diagramele de flux ale proceselor si planurile de control. Se sugereaza ca acest colectiv sa efectueze analiza la locul producţiei si sa coordoneze o semnare oficiala. Se impune o analiza a următoarelor elemente, inainte de prima livrare:
- Planurile de control, care trebuie sa existe si sa fie disponibile in orice moment pentru toate operaţiile;
- Instrucţiuni de execuţie. Se verifica daca aceste documente conţin toate caracteristicele speciale mentionate in planurile de control si daca au fost luate in considerare toate recomandările AMDE. Se vor compara instrucţiunile de execuţie si diagramele de fux cu palnurile de control;
- Instrumentele de masura si echipamente pentru incercari/probe. Atunci cand planul de control impune folosirea unor instrumente, echipamente, dispozitive speciale se va verifica repetabilitatea instrumentelor de masura si folosirea corespunzătoare.
Introducere in controlul statistic al proceselor (SPC - Statistics Process Control)
Pentru orice stadiu al desfasurarii ciclului producţiei (intrări de materiale si componente in proces, desfasurarea operaţiilor, testarea produselor finite), exista doua metode fundamentale de control:
- Controlul bucata cu bucata (control 100%);
- Controlul selectiv.
Controlul 100% se practica obligatoriu in producţiile de unicat si serie mica. Conform filosofiei manageriale japoneze, recunoscuta prin declaraţiile „zero stocuri” si „zero defecte”, potrivit careia problemele se rezolva prin abordare la rădăcină lor cauzala, controlul 100% este practicat de toti cei ce executa operaţiile, ei fiind consideraţi „primii inspectori” ai calităţii.
Controlul selectiv implica verificarea calităţii produselor pe baza de probe prelevate, intempestiv si formularea deciziilor de a continua operaţiile daca sunt indeplinite criteriile de performanta (incadrarea in tolerante si alte standarde ale calităţii), sau de a opri procesul in caz contrar si de a-1 aduce in condiţiile funcţionarii normale. Controlul selectiv are doua variante aplicative:
- Contolul experimental - bazat pe parametri controlului- marimea probei, frecventa prelevării probelor sau standadrele de comparaţie, care sunt stabilite prin incercari in condiţii de producţie.
- Controlul statistic - care se bazeaza pe determinarea prin metodele statisticii matematice a elementelor folosite pentru verificarea calităţii (media aritmetica, abaterea medie patratica, amplitudinea, marimea eşantionului, coeficientul de corelaţie).
Exista doua tehnici principale de control statistic:
- Diagrama de control
- Tabelele de eşantionare.
Diagramele de control statistic
Diagramele de control statistic se practica, in special la controlul operaţiilor (control intermediar) Pentru fiecare operaţie tehnologica ce are drept rezultat o ieşire de dimensiuni si tolerante bine stabilite se cere sa se elaboreze doua diagrame de control:
- Diagrama mediei (X);
- Diagrama amplitudinii (A)
Media (X), ca o mărime indicatoare a calităţii pentru fiecare eşantion de mărime (n) prelevat in timp, adica:
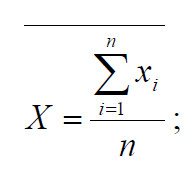
Evidenţiind masura in care se menţine reglajul utilajului la cota nominala din carte tehnica Amplitudinea „A” este data de formula:
A = max x ; - min x ; (1=1,n);
Amplitudinea informeaza asupra preciziei de lucru a utilajului. Precizia mai poate fi exprimata si prin abaterea medie patratica „o” data de relaţia:
Metoda tabelelor de eşantionare
Daca diagramele de control pentru medie si amplitudine vizeaza calitatea viitoare, tabelele de eşantionare se refera la calitatea trecuta.
Loturile de produse executate se supun inspecţiei calităţii prin eşantionare. Proporţia obiectelor găsite necorespunzatoare intr-un eşantion se compara cu valorile standard stabilite intre beneficiar si furnizor. Daca procentajul depăşeşte standardul, intregul lot din care s-a extras eşantionul se respinge si se controleaza, cand este posibil, bucata cu bucata iar daca este sub standardul fixat lotul se accepta.
Controlul statistic al proceselor implica colectarea, analizarea si interpretarea datelor si luarea unor decizii privind calitatea in baza unor considerente de natura statistica. Exista multe instrumente disponibile, dintre care unele vor fi descrise in continuare.
Cum sintetizam informaţia?
Datele referitoare la calitate sunt colectate din procesele de producţie, din etapele sau activitatile de inspecţie si incercare, de la client sau din alte surse. Exista trei metode principale de prezentare a datelor statistice:
- Distributia frecventei de apariţie;
- Histograme;
- Indicaţii asupra tendintei centrale.
Distributia frecventei de apariţie;
Distributia frecventei da sens datelor primare (neprelucrate). Ea permite observarea tendintei centrale si reprezentarea ei grafica sub forma unei histograme. Principalele caracteristici ale distribuţiei frecventei sunt:
- înregistrările iau o forma apropiata unui clopot;
- Tendinţa centrala a datelor este evidenta;
- Frecventa este reprezentata simplu de numărul de observaţii ale fiecărui interval;
- Frecventa cumulata este obtinuta prin insumarea pas cu pas a frcventelor individuale.
Prin gruparea datelor in acest fel, se poate pune urmatoarea intrebarea „Cate intervale ar trebui sa folosim?
Nu exista un răspuns tranşant la aceasta intrebare; se poate insa spune ca cu cat sunt mai puţine intervale cu atat se pierde mai mult din detalii. Următorul tabel poate fi considerat rezultatul aplicarii unor practici ce s-au dovedit utile si satisfacatoare in multe situatii.
| Număr de observaţii | Număr de intervale |
| 20-50 | 6 |
| 51 - 100 | 7 |
| 101-200 | 8 |
| 201 -500 | 9 |
| 501 - 1000 | 10 |
| Peste 1000 | 11-20 |
Urmatoarea diagrama de flax arata etapele esenţiale care ar trebui parcurse si regulile care trebuie respectate cand se construieşte distributia de frecventa a evenimentelor observate.
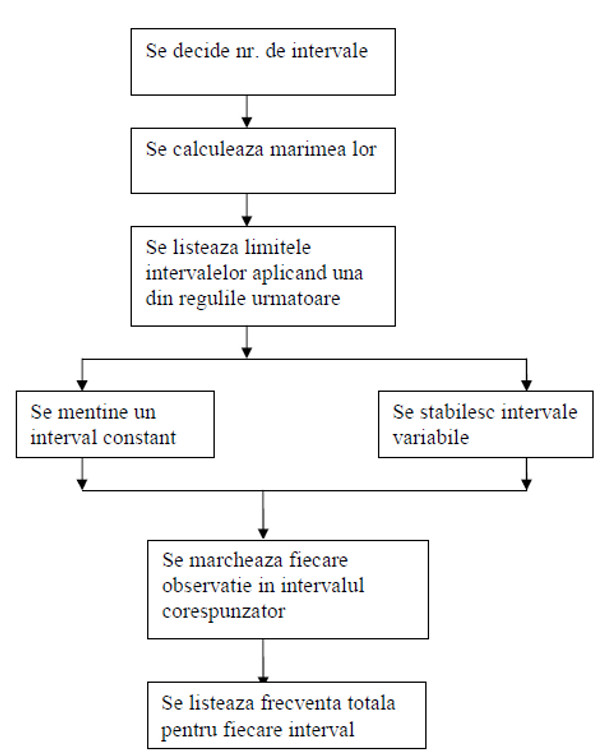
Fig.3.3. Diagrama de flax
O tehnica utila de prezentare a datelor este marcarea flecarei observaţii intr-un tabel fata de o scala astfel aleasa incat sa acopere toate valorile posibile de obtinut in timpul observaţiilor. Se obţine uşor o imagine despre natura variaţiei mărimii observate. Uneori se mai adauga o coloana specificând numărul de observaţii pentru fiecare valoare a scalei iar suma totala va permite verificarea simpla a marcarii tuturor observaţiilor. Exemplu: Din efectuarea unor măsurători s-au obtinut 50 de valori:
| 13 | 14 | 10 | 10 | 15 | 13 | 13 | 13 | 15 | 14 |
| 11 | 16 | 9 | 10 | 15 | 12 | 10 | 11 | 12 | 13 |
| 11 | 14 | 17 | 16 | 14 | 11 | 12 | 14 | 13 | 13 |
| 13 | 14 | 13 | 12 | 13 | 14 | 15 | 11 | 13 | 16 |
| 12 | 12 | 13 | 13 | 12 | 15 | 11 | 15 | 12 | 12 |
Fisa de numarare a evenimentelor:
| Valoare | Marcaj | Frecventa |
| 17 | I | 1 |
| 16 | III | 3 |
| 15 | 1111/ I | 6 |
| 14 | 1111/ II | 7 |
| 13 | 1111/ 1111/ III | 13 |
| 12 | 1111/ IUI | 9 |
| 11 | 1111/ I | 6 |
| 10 | IUI | 4 |
| 9 | I | 1 |
| Total | 50 |
Reprezentarea grafica a datelor poate lua si forma unei histograme:
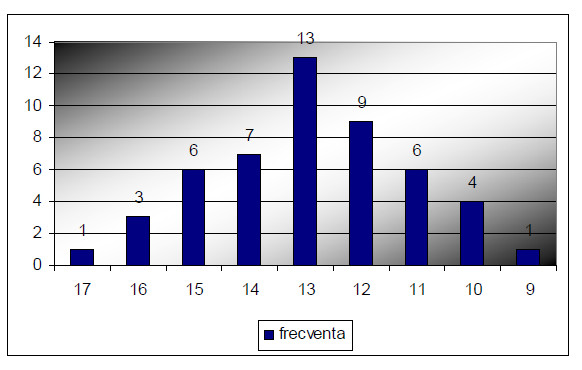
Fig. 3.4. Histograma
Utilizarea histogramelor in menţinerea sub control a proceselor; Histogramele se folosesc des in activitatile de menţinere sub control a proceselor pentru a determina daca:
- Procesul este capabil de a realiza produse care se incadreaza in tolerantele prescrise;
- Procesul este centrat in câmpul de toleranta prescris.
Masurarea tendintei centrale si a dispersiei
Pentru a utiliza la maximum datele, trebuie sa se cuantifice tendinta centrala a acestora si dispersia lor.
Tendinta centrala
Exista trei metode principale de masurare a tendintei centrale, asa cum se arata in urmatoarea figura: 3.5.
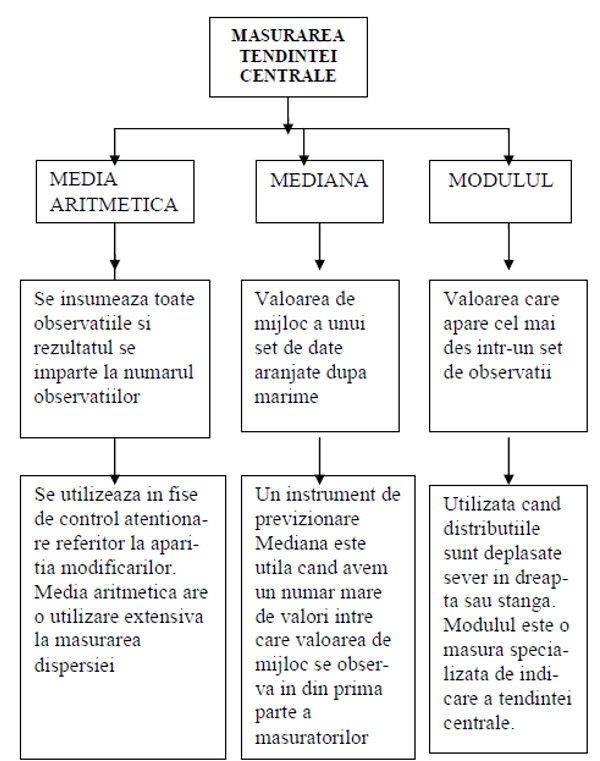
Fig. 3.5. Masurarea tendintei centrale
Dispersia exista in toate procesele de producţie. Este esenţiala masurarea cu precizie a dispersiei pentru a fi capabili sa o menţinem sub control. Exista doua elemente principale de masurare a dispersiei:
Amplitudinea - se calculeaza prin scaderea din valoarea cea mai mare a valorii celei mai mici dintr-un set de observaţii;
Abaterea standard - permite calculul matematic al dispersiei observaţiilor.
Se calculeaza cu urmatoarea formula:
s = abaterea standard a eşantionului
X i = valorile masurate ale eşantionului
X = media aritmetica a eşantionului;
N = marimea eşantionului.
Aceasta formula este dificil de a fi utilizata in calcul, astfel incat urmatoarea formula este mai des utilizata si conduce la rezultate identice:
Prin folosirea acestei formule se pot abţine tabele de calcul a abaterii standard.
Probabilitate si Repartiţia de probabilitate
Controlul statistic al procesului se bazeaza pe prelevarea unor eşantioane dintr-un lot mare de produse (cunoscut si sub denumirea de populaţie) si utilizeaza analize matematice pentru a trage concluziile necesare. Aparatul matematic utilizat pentru a prognoza probabilitatea de apariţie a unui eveniment intr-o populaţie este cunoscut sub numele de Repartiţia de probabilitate.
In majoritatea cazurilor măsurăm o serie de caracteristici exprimate in diverse unitati de masura. In cazurile in care aceste caracteristici pot lua orice valoare, se spune ca Repartiţia de probabilitate este continua. Exista multe forme de reprezentare a distribuţiei continue a probabilitatilor, dar cea mai cunoscuta dintre ele si mai des folosita este Repartiţia normala (curba cu aspect de clopot).
Repartiţia normala a probabilitatii
Repartiţia normala a probabilitatii este exprimata de formula:
la
Unde:
e = constanta (2,718);
μ = media populaţiei originare;
σ = abaterea medie standard
π = constanta (3,14)
Abaterea standard joaca un rol foarte important deoarece exista un set de probabilitati carora li se asociaza 1, 2, 3, abateri standard asa cum se prezintă in figura urmatoare:
Având in vedere o distributie normala, se poate estima media populaţiei si abaterea standard a populaţiei.
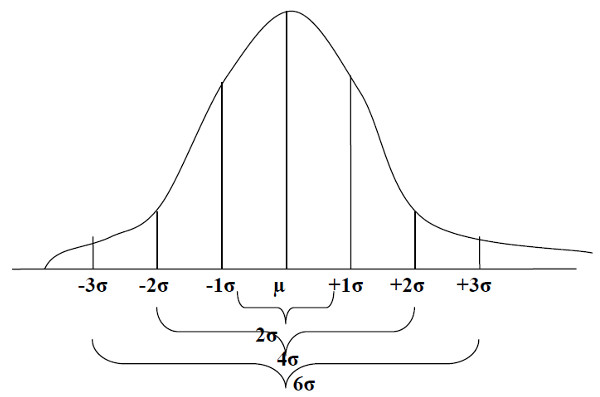
Fig. 3.6. Repartiţia normala a probabilitatii - abateri standard
O distributie a caracteristicilor produselor (pieselor) in intervalul 2o ne arata ca procesul se afla sub control in totalitate. Apariţia caracteristicilor unor produse (piese) in intervalul 2o - 4o prezintă un semnal de alarma si trebuie analizate cauzele care cunduc la aceasta situatie. Repartiţii in intervalul 4o - 60 inseamna interventie obligatorie pentru eliminarea cauzelor care conduc la ieşirea din câmpul de toleranta admisibil.
Fisele de control statistic
Fisele de control statistic se folosesc pentru controlul proceselor. In acest context, control inseamna respectarea unor standarde definite. Proces inseamna transformarea care adauga valoare, furnizând produse si servicii.
In cadrul proceselor exista doua cauze care duc la apariţia variaţiilor:
- Cauze aleatorii, care sunt inerente procesului si reprezintă rezultatul intamplarii;
- Cauze semnificative, care pot fi detectate si identificate prin metode statistice.
Unul din scopurile principale pentru care se intocmesc fise de control statistic este aflarea cauzelor semnificative, in vederea eliminării lor. Dupa aceasta, raman active numai cauzele aleatorii si se poate spune ca procesul se afla intr-o stare de control statistic.
Fisele de control statistic fac parte din proces. Ele reflecta, conform afirmaţiei lui Deming, „vocea procesului”. Fisele de control statistic permit „ascultarea vocii procesului” si interpretarea mesajului, astfel incat, daca este nevoie, pot fi antamate acţiuni. Fisa de control statistic fumizeaza o reprezentare grafica a performantelor procesului in raport cu limitele de control, care este construita pe masura ce procesul se desfasoara.
Alegerea limitelor de control este importanta. Repartiţia normala de frecventa si calcularea abaterii standard au fost prezentate anterior. Fisele de control statistic folosesc capacitatea predictiva a acestor tehnici pentru a defini limite de control, rezultatul foarte probabil fiind ca variaţiile ce vor aparea in proces se vor datora cauzelor semnificative si nu celor aleatorii.
Aceasta abordare ne permite sa realizam doua lucruri:
- Sa descoperim in ce masura un proces netestat se afla in starea de control statistic;
- Sa descoperim in ce masura un proces care a fost testat si incercat ramane sub control.
A fost precizata anterior semnificaţia abaterii standard +3, respectiv -3. Aplicând acest concept fiselor de control statistic se deduce ca daca procesul este in stare de control statistic atunci 99,7% din măsurătorile reprezentate grafic ar trebui sa sa afle in banda de lungime „6 sigma” si procesul va produce calitatea ceruta. Daca procesul este sub control atunci inregistrarile care cad in afara limitelor reprezintă alarme false.
Se pot stabili si alte limite. Daca acestea sunt fixate in banda ±2 abateri standard si sunt prezentate numai cauze aleatorii atunci 95.5% din inregistrari ar trebui sa se afele intre aceste limite si exista un risc de 4.5% de apariţie a alarmelor false. Cu toate acestea trebuie sa se faca o diferenţiere intre aceste limite de control si tolerantele impuse produsului.
Fisele de control statistic utilizeaza limite bazate pe abaterea standard. Produsele se fabrica in conformitate cu tolerantele precizate in specificaţiile tehnice. Un proces pentru care au fost indepartate toate cauzele semnificative poate produce produse neconforme daca procesul in sine nu este capabil. Similar, un proces care prezintă cauze determinate poate produce produse conforme.
In figura de mai jos sunt prezentate elementele de baza ale unei fise de control statistic. Fisa de control prezentata este folosita pentru inregistrarea mediilor, pentru eşantioane prelevate in cadrul unui proces la intervale prestabilite.
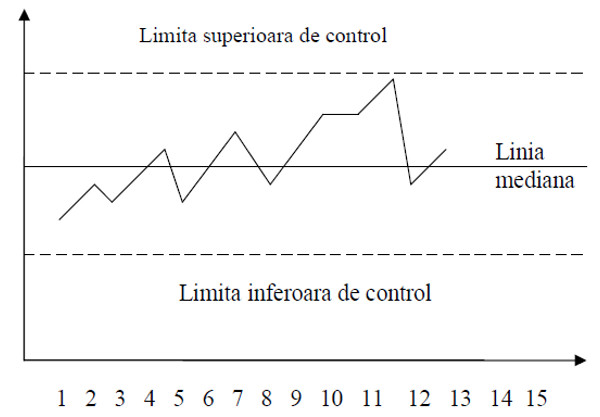
Fig. 3.7. Elementele de baza ale fisei de control
Alegerea caracteristicilor ce vor fî reprezentate
Daca procesul in totalitate prezintă deja deficiente, este evident ca diagramele de control ar trebui folosite pentru acei parametri care contribuie la apariţia neconformitatilor. Sunt utile diagramele de flux ale intregului proces, precum si ale sub- proceselor, combinate cu analiza tip Pareto pentru a selecta acele elemente care trebuie tratate cu cea mai mare atentie.
Ar trebui realizata o analiza a variabilelor procesului care contibuie la calitatea producţiei.
Pe baza diagramei de flax si a analizei Pareto va fi posibil sa se identifice cel mai timpuriu moment in desfasurarea procesului pentru care se pot implementa fisele de control statistic.
Alegerea fiselor de control statistic
Exista doua tipuri de fise de control statistic:
- Cele care folosesc date privind variabilele;
- Cele care folosesc date exprimate prin atribute.
Cele mai folosite sunt fisele de control statistic pentru variabile din urmatoarele motive:
- datele privind variabilele reprezintă valori realmente masurate;
- controleaza caracteristici individuale (lungime, masa);
- reprezintă cea mai economica folosire a datelor;
- fumizeaza informaţii detaliate despre proces (valori medii, amplitudine, etc.)
Fisele de control statistic pentru atribute sunt mai uşor de folosit, pot adesea sa foloseasca informaţiile care exista deja (inregistrarile inspecţiilor), pot folosi calibrele de tip „bun - rau” si pot fi uşor interpretate de operator. Ele nu vor furniza informaţii detaliate privind caracteristici specifice ale produsului si nu permit diferenţierea intre diferite grade de neconformitate.
Beneficiile fiselor de control statistic
Cele mai importante beneficii ce pot aparea ca urmare a folosirii fiselor de control:
- Sunt instrumente eficiente pentru a intelege variaţia procesului si ajuta la obţinerea controlului statistic. Aceste diagrame sunt adesea pastrate la locul de munca de către operator. Ele oferă oamenilor care sunt cei mai apropiaţi de execuţie informaţii sigure privind acţiunile care trebuie abordate - inclusiv atunci cand nu trebuie intreprinse nici un fel de acţiuni;
- Rezultatele sunt predictibile atunci cand un proces este in stare de control statistic;
- Fisele de control statistic reprezintă un limbaj comun pentru comunicarea informaţiei privind performanta unui proces - intre cele doua sau trei schimburi care opereaza in proces; intre cei direct implicaţi in producţie (operatori, supraveghetori) si activitatile de sprijin (intretinere, contolul materialelor); intre diferitele puncte de lucru din cadrul aceluiaşi proces; intre furnizori si utilizatori.
- Fumizeaza indicaţii utile privind in ce masura orice problema poate fi corectata pe plan local sau este nevoie de o interventie manageriala.